We need to address two things with the chassis first. The rear of both side-frames has an ear which is bent to 90deg away from the chassis. These support the rear of the cab/boiler assembly. You will find this arrangement on many locomotive kits. I generally fit what is going to be attached to these ears later before I solder the rear spreader in, just to keep the two aligned correctly so that assembly later is not an issue. This may sometimes see them having to be re-bent or simply adjusted a little so that all is well. Doing this now will save a lot of heartache later. For bending things like these ears, I use a HOLD N FOLD from Gwydir Valley Models. You do not need one as a good smooth jawed pair of plyers will suffice, but it does make bending brass a lot easier and neater. Once you have one, you will not part with it.

The second and most important, is to ensure that the wheels and axles are going to be square to the rail-head.
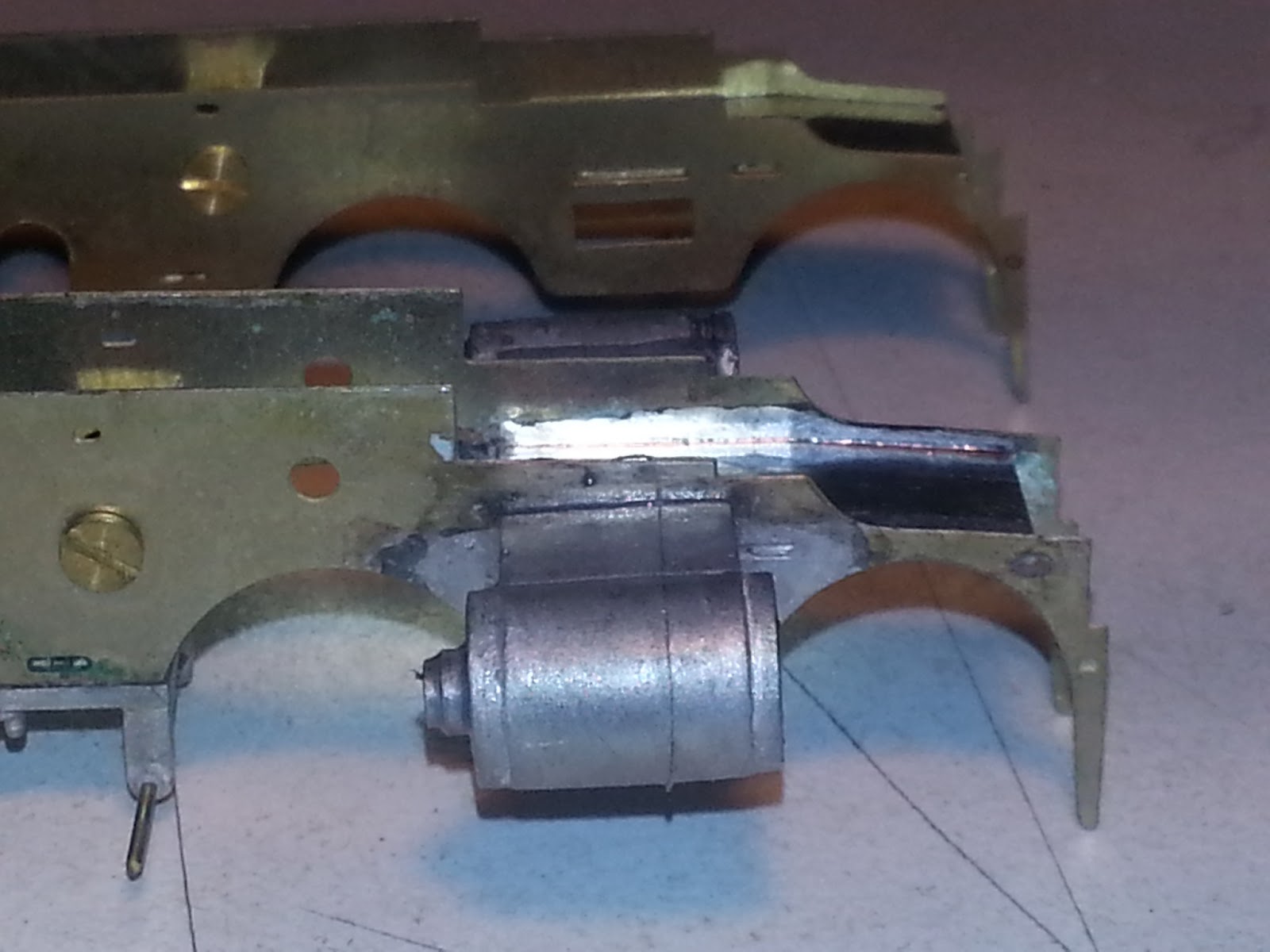
Locate the bearing cover plate, the white metal casting fitted below the chassis in the picture above, clean it up and give it a buff with a soft brass brush to remove any oxidation and or mold release. Locate and clean up the spring castings and fit them AFTER you fit the cover plate to the chassis with the screws supplied for the purpose. This will ensure that it all stays straight and square. For this job I use BGM flux and BGM or Carr's 70 solder. Your Iron needs to be set about 200C.
You can now clean up, fit the bearings axles and wheels and check all is good. Once happy that the chassis is square and they generally are pretty good as long as care is taken in assembly, carefully remove the wheels and axles, set them aside and solder the chassis together.
For this I use LACO soldering paste and Carr's 145. Carr's 188 can be used if you have a lot of finer detail to add. You then use the 145 for the extra parts. In this case there is not a lot to add and we can manage with just 145. Your iron should be set to approx 400C for this
Cylinder castings are generally, as in this case, cast in white metal. We need to solder these on. Yes we could glue them using an epoxy, but solder is a much better option. Clean up the castings, removing any flask or dags from the casting. I usually smooth any parting lines around the cylinders after I have fitted them as they are easier to handle then. To check that the cylinders are lined up properly, remember that a line directly through the cylinder will line up with the centre of the driven axle.
We cannot solder white-metal directly to brass or nickel in one easy step. There are some who will tell you differently. I have never been successful doing so. After you have dry fitted the cylinders a couple of times and are happy, pre tin the area they will mate against on the chassis with Carr's 145. Turn the iron back down to 200C and using the BGM flux and Carr's 70, fit the cylinders. Unlike when using glue, if you do not get the cylinders fitted correctly first go, you can reheat and adjust or simply remove with some boiling water. You can fit the wire supports for the brake gear to the white metal cover plate using the same method.
We can have use Carr's Red flux for white metal soldering. BGM flux has much better wicking characteristics which are extremely valuable to us.
Identify the cylinder covers and fit them. Care needs to be taken here that you do not heat the cylinder enough to remove it from the chassis. Don't be tempted to lower the temperature of the iron much below 200C. Some people do this in an attempt to keep the job cooler. You are better keeping the temperature up so that you complete the job quicker and are able to allow cooling a lot earlier.

In readiness for next time, locate the boiler, smokebox and footplate. You can clean these and dry fit them. Remove the molding tubes across the footplate openings with a say not side cutters. Side cutters can distort the footplate. Also locate the crossheads and crosshead slide etches. We will fit these as well.
Til next time, keep the irons hot..
Macca


